Learn Typical Six Sigma Metrics to Improve the Quality of Operation Excellence

Measuring Quality
Six Sigma is a business management strategy used to improve the quality of products or services. This strategy helps to remove the errors and eliminate the unwanted elements in the processes. In turn, the overall quality of the deliverables are periodically measured and improved.
The Popular Methods
There are various Six Sigma methodologies broadly used in organizations to measure the quality of the processes. It is not easy to implement just one Six Sigma method to assess the quality of any process. The right method or the combination of metrics are analyzed and chosen depending on the organization’s requirements.
There are two types of Six Sigma methodologies popularly utilized in companies:
- Classical Six Sigma
- Typical Six Sigma
Let’s look at them in detail.
The Classical Model
The quality of elements such as cost, appropriateness, preciseness, and proficiency are popularly known as classical metrics. The quality of these classical elements are measured using Six Sigma to assess the quality of any product.
The Typical Model
The quality factors such as CTQ (critical to quality), DPMO (defects per million opportunities), DPU (defects per unit), MTTR (mean time to repair), MTBF (mean time between failures) and OEE (operational effectiveness rate conclusion) are used in typical Six Sigma models.
Let us look at each one of these metrics in detail:
CTQ - Critical to Quality:
The critical to quality measurements are based on customer requirements. To gain customer satisfaction, their requirements are met by implementing the most critical CTQ metrics in the below sequence.
Step 1: The voice of the customer is recorded initially as a statement.
Step 2: The customer need is then analyzed before deriving a CTQ statement.
Step 3: After analyzing the CTQ statement, the measurable goal is set in this phase. The quality statement which is known as the measurable goal or CTQ is derived.
Example:
Step 1: A customer in a burger joint asks for a quick delivery.
Step 2: The business / management analyzes how long the service is delayed and what could be done to ensure the desired delivery time.
Step 3: Measurable goal is set and CTQ statement is determined as “Customers want burgers to be delivered in seven minutes from the time the order is placed.”
DPU or DPO - Defects per Unit or Defects per Opportunity:
To derive DPU or DPO, you need to have three sets of criteria to measure the data. Determine the total number of defects first. The second criteria is the total defects per unit or opportunity. The third one is the total number of units.
DPU or DPO is derived as below:
DPU = Total number of defects divided by the number of units / Total defects per unit
DPO = Total number of defects divided by the number of units / Total defects per opportunity
DPMO - Defects per Million Opportunities:
DPMO, defects per million opportunities in Six Sigma metrics requires three important elements:
- Total number of final deliverable units
- Total number of defect opportunities per unit
- Total number of defects
DPMO is calculated as below:
DPMO = DPO × 1,000,000
or
DPMO = Total number of defects divided by the number of units / Total defects per opportunity × 1,000,000
Calculating DPO is important to derive DPMO, defects per million opportunities.
MTTR - Mean Time to Repair:
MTTR is the average time of a project / process the business takes to recover from its failure.
MTBF - Mean Time between Failures:
MTBF is the elapsed time of a project / product / process between imminent failures during operations. The arithmetic mean time between the inherent failures of the product or the system is known as MTBF, mean time between failures.
MTTR and MTBF are known as reliable measurement tools intensely used to improve the quality of the operational excellence in organizations.
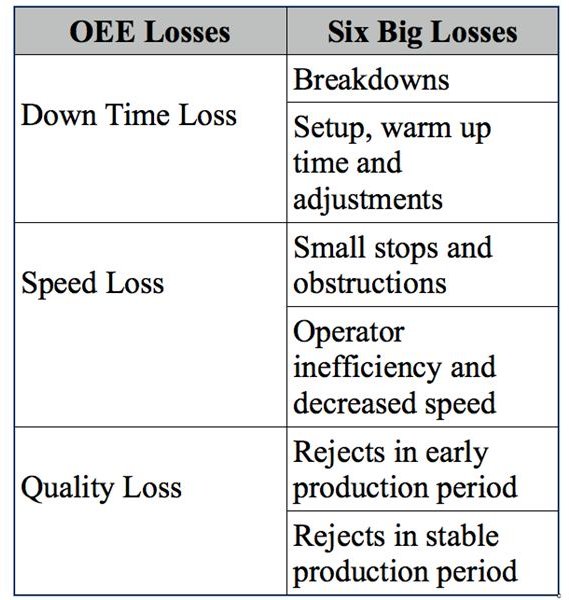
OEE - Overall Equipment Effectiveness:
OEE is widely used in manufacturing industries to eliminate big losses. The down time, the speed, and quality issues are known as the overall equipment effectiveness losses.
These OEE losses are interrelated with the six big losses. See below to understand the inter relation clearly.
Implementation
Once the problem is identified, it is important to collect the required data appropriately. The second step is to choose the right combination of Six Sigma methods to make use of the collected data. Make sure that the data collected is sufficient to apply Six Sigma measurement techniques. The inappropriate data can lead to chaotic situations in operations and in turn, immensely affect the final deliverables. Remember, presenting the results using clear a methodology is also very important. Achieve success by carefully and accurately utilizing the appropriate Six Sigma metrics.
References
-
Lean Six Sigma and Process Improvement Metrics Definitions retrieved at: http://www.moresteam.com/metrics.cfm
Six Sigma retrieved at: <em>http://www.sixsigma.in</em>/
Image Credits: