What importance do defects have in Six Sigma methodology? Learn what a defect is, how it is determined, and why the concept is central to Six Sigma and DMAIC projects.
About Defects
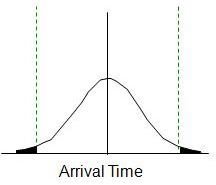
Imagine a process whose performance is represented by the graph below. The line in the center represents both the average of the process measure and the target performance level. The lines to the left and right are the lower and upper specification limits. In other words, to meet the customer definition of quality or the physical product requirements, the measure must fall between the lower and upper spec limits.
Any instance that does not fall within these parameters is considered a defect. For instance, a manufactured part that is too short or too long would be a defect, as would a pizza delivery that takes too long. By reducing the variation in the process , even without shifting the average, defects can be reduced and quality improved.
Defects play a central role in the Six Sigma methodology. The very name “Six Sigma” represents its focus on reducing variation and establishing performance so that fewer than four defects occur in a million opportunities. This occurs when the process variation or sigma level is 6.0. While this goal is more appropriate for manufacturing than service organizations, the name stuck.
Defining Defects
In most cases, a defect should be thought of as a failure to meet the customer expectations for quality. While it is tempting to assume that business leaders know what quality is for a specific product or process, a central tenet of the Six Sigma methodology is that the customer defines quality. In determining customer specifications, companies may rely on surveys, focus groups, customer complaints, returns and other sources of information. Once specifications are correctly established, it should be fairly simple to determine what a defect is relative to those specs.
It is also important to have a clear understanding of who the customers are for a specific product or process. In some cases, there are internal customers – other departments, for example – rather than external customers. In addition, it is sometimes appropriate to establish market segments for different types of customers, and determine quality expectations separately for each segment.
Reducing Defects
The goal of many Six Sigma DMAIC projects is to improve performance and satisfaction by reducing the defect rate. Once the defect(s) for a process have been defined via the Voice of the Customer process in the Define phase, the current defect rate can be measured in the Measure phase. Then in the remainder of the DMAIC process, the team determines root causes for the defects, implements improvements to counter those root causes, and establishes a means of ensuring the gains are maintained. For more information about the DMAIC methodology, read my article about DMAIC and my 5-part series on the 5 phases .
This post is part of the series: Defects and Process Sigma in Six Sigma
Six Sigma improvements focus on reducing defects. Learn how defects are measured and how process sigma is used to measure process performance and compare processes.


